
¿Cómo reparar una rotura en un contenedor de plástico?
Una de las mejores técnicas de reparación y mantenimiento de cualquier elemento fabricado con Polietileno (PE) o Polipropileno (PP), PVDF o PVC es a base de soldadura con aporte de material, relegando así a un segundo lugar las reparaciones a base de uniones mecánicas, como son chapas metálicas, tornillería, grapas y otras.
Teniendo en cuenta que el coste de un contenedor de residuos, depósito de grandes dimensiones, palets… puede ser muy elevado, la reparación de dichos contenedores por soldadura, proporcionan un gran ahorro de costes.
La soldadura plástica da una gran resistencia, ya que además de calentar las roturas, se añade material en las grietas, quedando prácticamente como nuevo y dando una gran solidez.
Te explicamos el proceso paso a paso.
- Vaciar el contenedor antes de comenzar a soldar. En ocasiones las prisas o la dificultad que supone, obvia este detalle. Vaciando el contenedor podremos trabajar con mayor comodidad y aliviaremos tensiones en el plástico.
- Limpiar bien la superficie a soldar. Limpiar la propia fisura, para lo que se puede emplear un paño limpio. También hay que dejar libre de suciedad la zona en la que se producido la grieta para que la soldadura sea de calidad, así como un área bastante grande alrededor de la rotura.
- Agujerear los dos extremos de la fisura para evitar que una vez comencemos a soldar, la fisura se haga mayor.
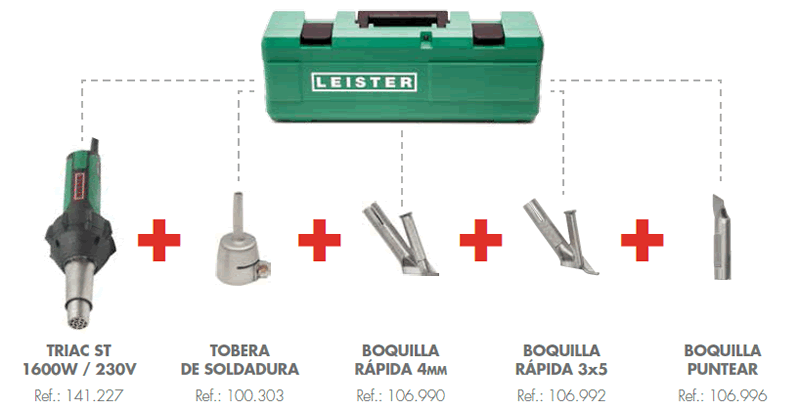
- Elegir las herramientas y materiales adecuadas para la aplicación. Una herramienta prácticamente imprescindible para este tipo de reparaciones es la extrusora y siempre el material de aporte debe ser el mismo que el de la pieza a reparar, ya que los plásticos solo son soldables entre sí, por lo que si vamos a soldar PVC, tendremos que preparar varilla de PVC.
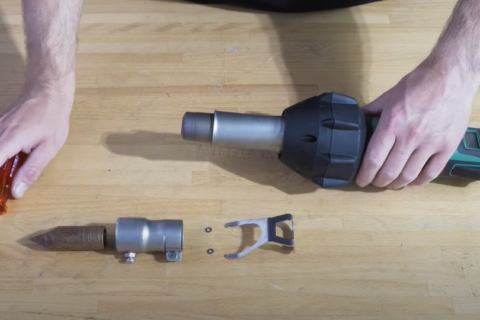
Varilla de soldadura Welding pen Airstream ST Cuchillo de cuarto de luna







PEQUEÑAS FISURAS

GRANDES FISURAS


Fusion 2
- Se ajustan los parámetros de soldadura especificados por el fabricante para soldadura con aporte de material, controlando la temperatura del aporte y la de la pieza, que va a depender del espesor. La temperatura correcta es aquella en la que el plástico tiene una consistencia pastosa, por debajo de esa temperatura estará demasiado frío para unirse y por encima, se quemará.
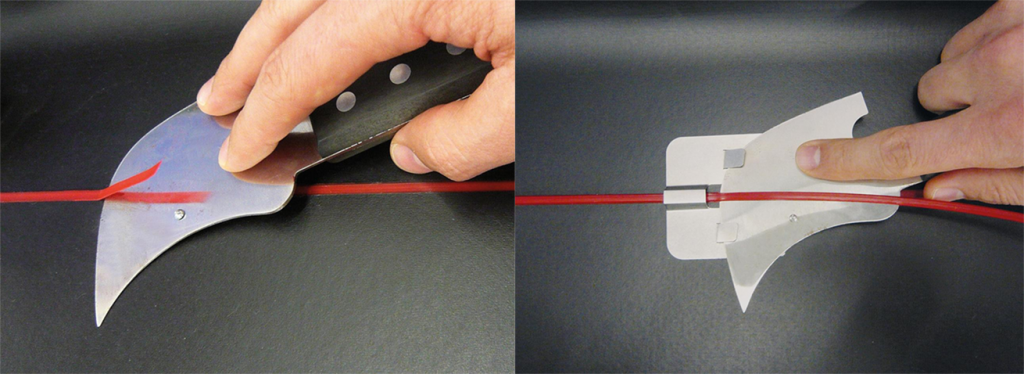
- Comienza el proceso de soldadura. El aporte de material debe cubrir toda la superficie de rotura desde el lado interior al exterior.


- Una vez se ha enfriado, procedemos a cortar la varilla sobrante con un cuter y a raspar hasta dejarlo uniforme con un rascador. También se puede pulir con discos apropiados o máquinas con capacidad de regular las revoluciones de giro, se retira el exceso de material de aporte y se pule la superficie.

- Comprobar la calidad de la soldadura. Antes de dar el trabajo por concluido conviene probar que la unión está bien realizada y que es capaz de resistir peso e impactos.
No te pierdas el vídeo con el proceso de reparación de palet de plástico con extrusura.
Además de las extrusoras manuales disponibles en las clases de potencia con rendimiento de 0,2 a 6 kg/h, también hay aparatos manuales para la soldadura discontinua, la soldadura por tracción o el recalentamiento del plástico.
Leister ofrece un amplio surtido de aparatos para la soldadura de materiales termoplásticos como HD-PE, PP, PVC-U, PVC-C, PA, PVDF, ECTFE…Solicita presupuesto!










Deja un comentario